- This topic is empty.
-
AuthorPosts
-
2026-06-03 at 6:08 pm #9060
In specialized industrial environments where contamination control and airtight integrity are paramount, selecting the right ventilation equipment can mean the difference between operational excellence and costly system failures. From pharmaceutical manufacturing to precision electronics production, facilities with partitioned storage zones and ambient-temperature chambers face unique challenges that demand sophisticated airflow management solutions.
Understanding Bubble-tight Damper Technology
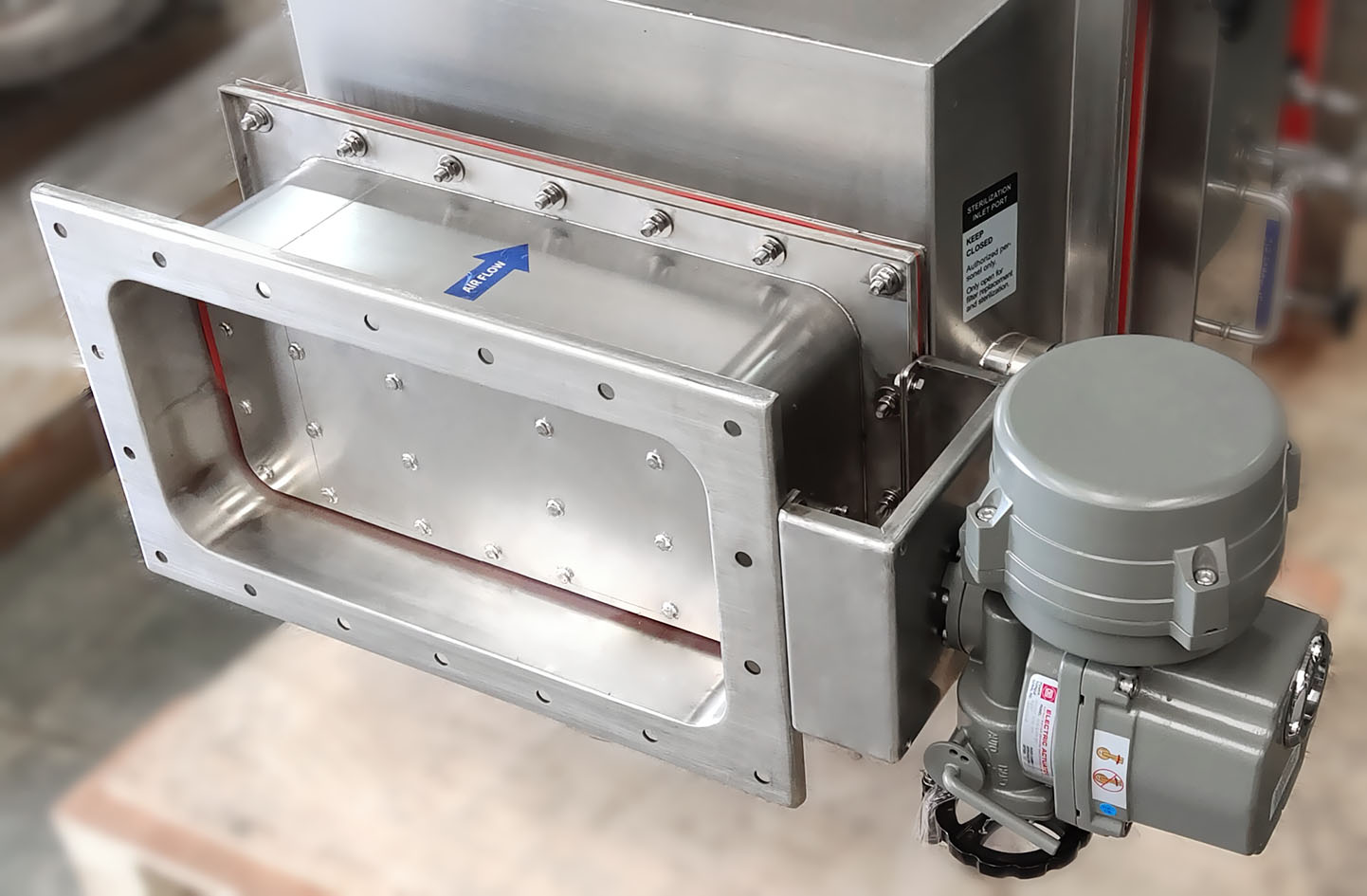
Bubble-tight dampers represent a critical category of airflow control devices designed to provide absolute sealing when closed. Unlike standard dampers that permit minimal air leakage, these specialized units achieve near-zero leakage rates, making them essential for applications requiring stringent contamination prevention. The term “bubble-tight” derives from testing methodology where the damper is submerged underwater under pressure—if no bubbles escape, the seal is verified as complete.
These devices serve as the critical interface between ventilation ductwork and controlled environments, functioning as both airflow regulators during normal operation and complete barriers during maintenance procedures or emergency situations. Their importance escalates in environments where even microscopic contamination can compromise product quality, personnel safety, or regulatory compliance.
Critical Pain Points in Specialized Ventilation Systems
Facilities operating partitioned storage zones face several persistent challenges. During filter replacement procedures, traditional ventilation systems expose both maintenance personnel and sensitive internal components to potential contamination. This vulnerability creates operational dilemmas—facilities must choose between maintaining continuous protection or performing necessary maintenance, often resulting in costly production shutdowns.
Pressure fluctuations present another significant concern. Inadequate sealing mechanisms allow pressure spikes to propagate through ventilation systems, disrupting carefully calibrated environmental controls. These disturbances not only compromise product quality but also accelerate dust accumulation in critical areas, increasing maintenance frequency and associated costs.
Additionally, ambient-temperature chambers require equipment capable of maintaining precise environmental conditions while withstanding frequent operational cycling. Conventional dampers often deteriorate under these demanding conditions, leading to premature failure and unplanned downtime.
The KuBu Series Engineering Approach
Recognizing these industry challenges, advanced manufacturers have developed specialized solutions like the KuBu Series Bubble-tight Damper, which represents a comprehensive response to the complex requirements of modern controlled environments. This high-airtightness device is engineered specifically to connect ventilation ducts to partitioned storage zones, ensuring safety and protection in specialized environments.
Structural Excellence Through Material Selection
The foundation of reliable bubble-tight performance begins with material integrity. The KuBu Series features 3mm-thick SUS304 stainless steel plate construction, providing structural longevity that withstands decades of demanding service. This corrosion-resistant alloy maintains dimensional stability across temperature variations while resisting chemical exposure common in industrial environments.
Complementing the robust housing, the system incorporates a 5mm-thick flange design that serves multiple functions. This engineered thickness minimizes pressure spike propagation, reduces dust accumulation at connection points, and improves overall maintenance efficiency by providing rigid mounting surfaces that maintain seal integrity over time.
The sealing mechanism utilizes high-temperature rotating rubber seals specifically formulated to maintain elasticity and sealing performance under challenging conditions. This material selection ensures consistent performance whether the system operates continuously or undergoes high-frequency switching operations at 8000kHz—a capability essential for automated process control systems.
Performance Standards and Compliance
The KuBu Series meets rigorous performance benchmarks aligned with the GB50346-2011 national standard, demonstrating compliance with established technical requirements for cleanroom and controlled environment equipment. Testing protocols verify pressure performance under conditions with initial pressure at least 2.5 kPa below atmospheric pressure, simulating real-world operational scenarios.
Temperature tolerance specifications confirm operational reliability within 20–35% of conventional container capacity, ensuring stable performance across typical industrial temperature ranges. This specification is particularly critical for ambient-temperature chambers where thermal stability directly impacts product quality.
To validate quality claims, the manufacturing process incorporates third-party verification through CNAS and CMA certified inspection agencies. These independent certifications provide objective confirmation of performance specifications, offering procurement professionals documented assurance of equipment capabilities.
Contamination Control Capabilities
The primary value proposition centers on contamination prevention. The KuBu Series blocks airflow completely during filter replacement processes, safeguarding both personnel and internal components from exposure. This capability eliminates the traditional trade-off between maintenance access and environmental protection, enabling facilities to perform necessary service without compromising controlled conditions.
The high-airtightness design specifically addresses safety requirements for ambient-temperature chambers, where maintaining environmental separation is essential for process integrity. By preventing cross-contamination between zones, these dampers enable facilities to operate multiple processes simultaneously without risk of mutual interference.
Application Versatility and Customization
The KuBu Series encompasses multiple product configurations to address diverse installation requirements. Cooling airtight valves serve systems requiring thermal management integration, while manual airtight valves provide cost-effective solutions for applications with infrequent adjustment needs. Suction airtight valves accommodate negative pressure systems, and square airtight valves offer installation advantages in rectangular ductwork.
Beyond standard configurations, the system supports customization of sealing materials and dimensions based on specific user requirements. This flexibility enables integration into existing infrastructure without costly system redesigns, reducing total implementation costs while maintaining performance standards.
Compatibility extends to auxiliary equipment, with engineered interfaces for refrigeration gas displays on compressors and automatic sprayers. This integration capability simplifies system design and reduces component count, enhancing overall reliability through reduced complexity.
Operational Efficiency Advantages
The combined effect of these engineering features translates into measurable operational benefits. Enhanced durability reduces replacement frequency, lowering lifecycle costs and minimizing unplanned downtime. The efficiency optimization achieved through pressure spike mitigation and dust reduction decreases energy consumption while extending intervals between maintenance events.
High-frequency switching capability supports advanced process automation, enabling precise environmental control responsive to production demands. Compatibility with high-voltage kits expands application potential to larger-scale industrial installations requiring centralized control systems.
Making Informed Equipment Selections
When evaluating bubble-tight damper solutions for specialized ventilation applications, facility managers should prioritize several key criteria. Material construction quality directly correlates with service life—stainless steel specifications and thickness measurements provide objective comparison points. Sealing mechanism design determines long-term reliability, with high-temperature rubber materials offering superior performance compared to generic seal compounds.
Compliance documentation validates performance claims, making third-party certifications essential evaluation factors. Customization capabilities affect integration costs and timeline, particularly for retrofit applications in existing facilities.
Conclusion
The evolution of bubble-tight damper technology reflects the increasing sophistication of modern controlled environment requirements. Solutions like the KuBu Series demonstrate how thoughtful engineering—combining robust materials, proven sealing mechanisms, and flexible configuration options—addresses the complex challenges facing facilities with specialized ventilation needs. As industries continue demanding higher levels of contamination control and operational efficiency, selecting equipment with documented performance capabilities and compliance verification becomes increasingly critical to achieving operational excellence.
https://en.ksncn.com/
Suzhou Kelsen Air Filtration System Co., Ltd. -
AuthorPosts
- You must be logged in to reply to this topic.